Time:2023-09-25 Preview:
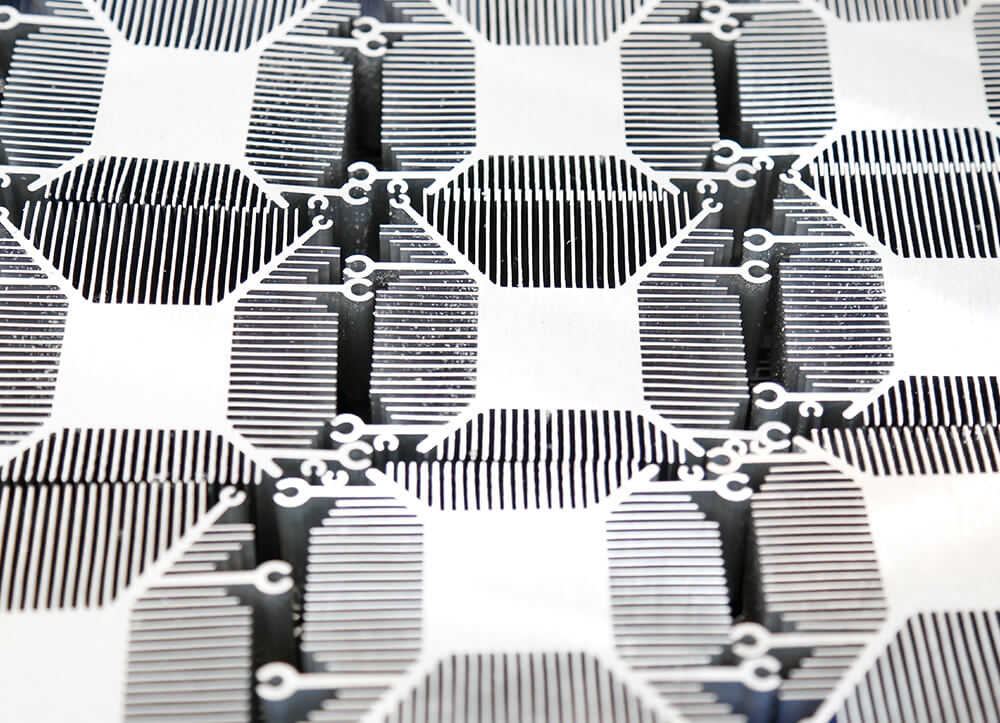
Before writing the cutting path, after completing the three-dimensional drawing, the center of the figure should be moved to the coordinate origin, and the high point should be moved to Z=0 before machining. The copper spark position can be used for machining with negative reserve. Before processing, it is also necessary to check whether the clamping direction of the workpiece is the same as the graphic direction in the computer, whether the positioning in the mold is correct, whether the clamping fixture hinders processing, and whether the directions of the front and rear molds match. Also check if the tools you use are complete, and check the benchmarks in the calibration table. Precautions for processing copper: The determination of spark position is generally reserved for young males (i.e. fine males) with a quantity of 0.05-0.15 and coarse males with a quantity of 0.2-0.5. The specific size of spark position can be determined by the mold master. There are no dead corners that cannot be processed in copper public ownership. Do you need to dismantle an additional loose corner. The cutting path for copper processing is generally arranged as follows: large knife (flat knife) for rough cutting - small knife (flat knife) for corner cleaning&# 0; A light knife uses a ball knife to light a curved surface. Generally, teachers use a flat knife instead of a ball knife for roughening. After using a large knife, they use a small knife to roughen the surface, then use a large ball knife to smooth the surface, and then use a small ball knife to smooth the surface without trying to save time. For small corners, small knives can be used to process dead corners that cannot be crossed by a large knife. It is advisable to limit the cutting range of the small knife to avoid too many empty knives in the live broadcast. Copper males, especially young males, have high accuracy requirements, with a tolerance of 0.005-0.02 and a step distance of 0.05-0.3. When the copper is publicly thick, it is necessary to leave the cutting position of the ball knife position, that is, to make the copper male shape thicker by one knife radius. The copper tool also needs to be machined with a median position and a calibration benchmark. During spark discharge, the copper tool needs to be calibrated. Generally, the copper tool processed on three surfaces (top, bottom, left, and right) must have three reference planes. Copper material is a relatively easy to process material, and the cutting speed and rotation speed can be faster. When opening, a machining allowance of 0.2~0.5 is left, depending on the size of the workpiece. The machining allowance is large, and when opening, the cutting speed can be faster, improving efficiency. Note: The parameters in parentheses are for high-speed steel knives when roughing steel materials. The above cutting speed refers to the shape F=300~500 when roughing, and the steel knife F is 50~200.
 Related News
Related News·What are the methods for processing aluminum materials in aluminum profile processing centers ·What are the main objects for CNC lathe? ·What are the contents of process analysis for part drawings in CNC machining? ·Specific process and method of small household appliance design ·Correct Use and Maintenance of Die Casting Die for Hardware Parts ·Range of hardware accessories ·Process of Hardware Die Casting ·How to process the mold for mold processing center ·What is the difference between a gantry machining center and a horizontal machining center ·CNC processing core is good or graphite machine is good
 No. 8 Huaxia Second Ring Road, Qiaotou Town, Dongguan City, Guangdong Province
No. 8 Huaxia Second Ring Road, Qiaotou Town, Dongguan City, Guangdong Province
 +86 755 2723 0088 Ms. Xie
+86 755 2723 0088 Ms. Xie
 +86 755 27230373
+86 755 27230373






Products

About Us
Applications
Support
News

























 CH
CH
 Related Products
Related Products